Machine Tools: Heller
References

Heller Machine Tools doing the job they’re designed to do
“We build 4 main sizes of the H-series horizontal CNC machining center right here at our facility in Redditch, ” says David Evans, Operations manager at Heller Machine Tools UK. “The H2000 and H4000 machines are being built in what we call a flow assembly process. The H5000 and the H6000 machines are built in a block assembly process. The principal difference between those processes is that the smaller machines are built in a production flow line, where the machine moves through the assembly process. And in the block assembly area all the material is being brought to the machine in phases.”
Station one through four..
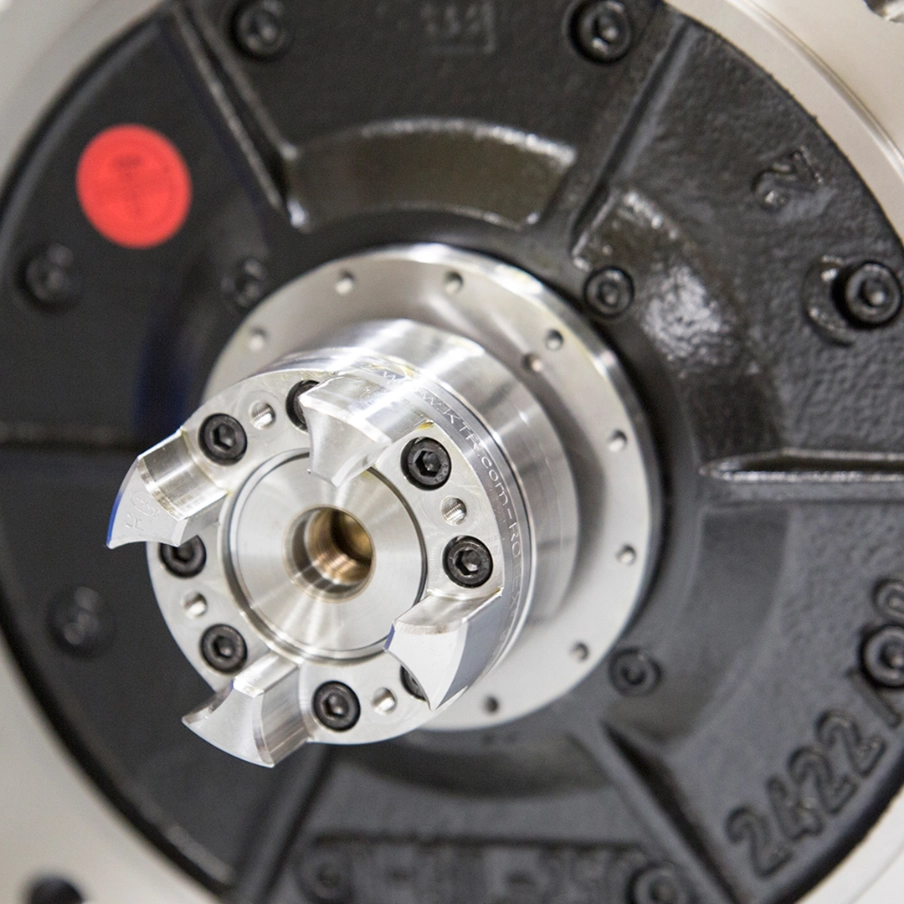
“At the first part of the flow line assembly area we install the main groups on to the machine bed itself. We call that Station One. We then move it to Station Two where we fit the electrical cabinet. At Station Three we start doing all the cabling and the pipework on the machine and then at Station Four everything is finished off and prepared for electrical commissioning. One of the things we do at Station Three is connecting a tall magazine motor to the main shaft of the machine. All that’s connected on top of the machine with KTR couplings,” David says while walking through the workstations. “We also connect the spindle motor and the spindle cartridge with KTR couplings. Which is probably the most important coupling on the whole machine, because all of the cutting forces generated from machining are passed through to the spindle assembly to the motor. In fact, all of the magazines are built using the same KTR coupling for driving the magazine chain itself.”